<万弗莱>【支持批发零售 H型钢-镀锌钢管大库存无缺货危机】
更新时间:2025-05-26 02:21:27
Tags: H型钢



别再错过任何细节!花费一分钟观看H型钢产品视频,让您的购买决策更加明智。
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |

购买H型钢,【天津万弗莱钢有限公司(阿坝分公司)dxfg1089-3】是好的选择-,库存充足,大厂保障,全国发货,欢迎咨询,联系人:付涛,地址:大邱庄开发区。

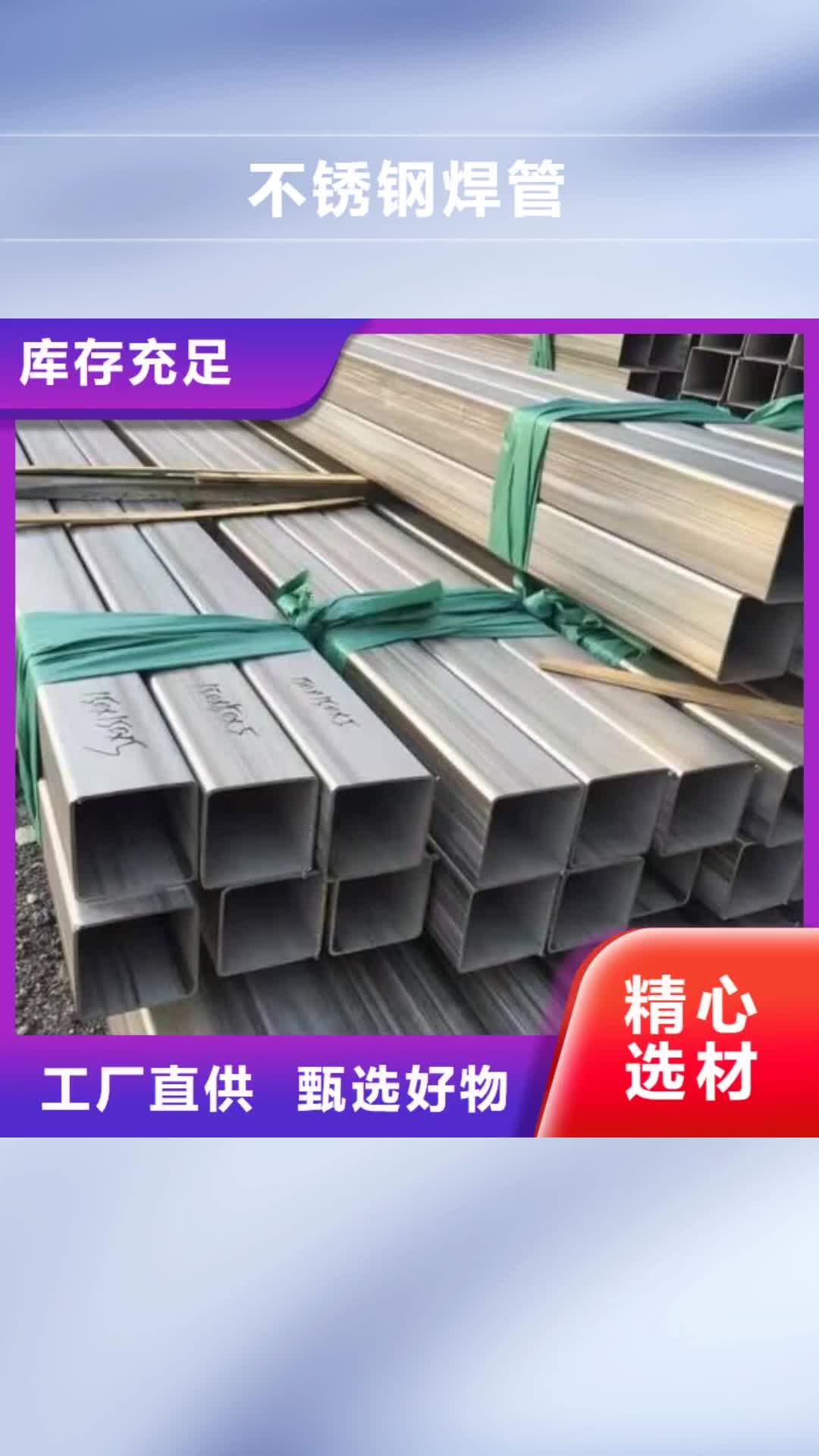
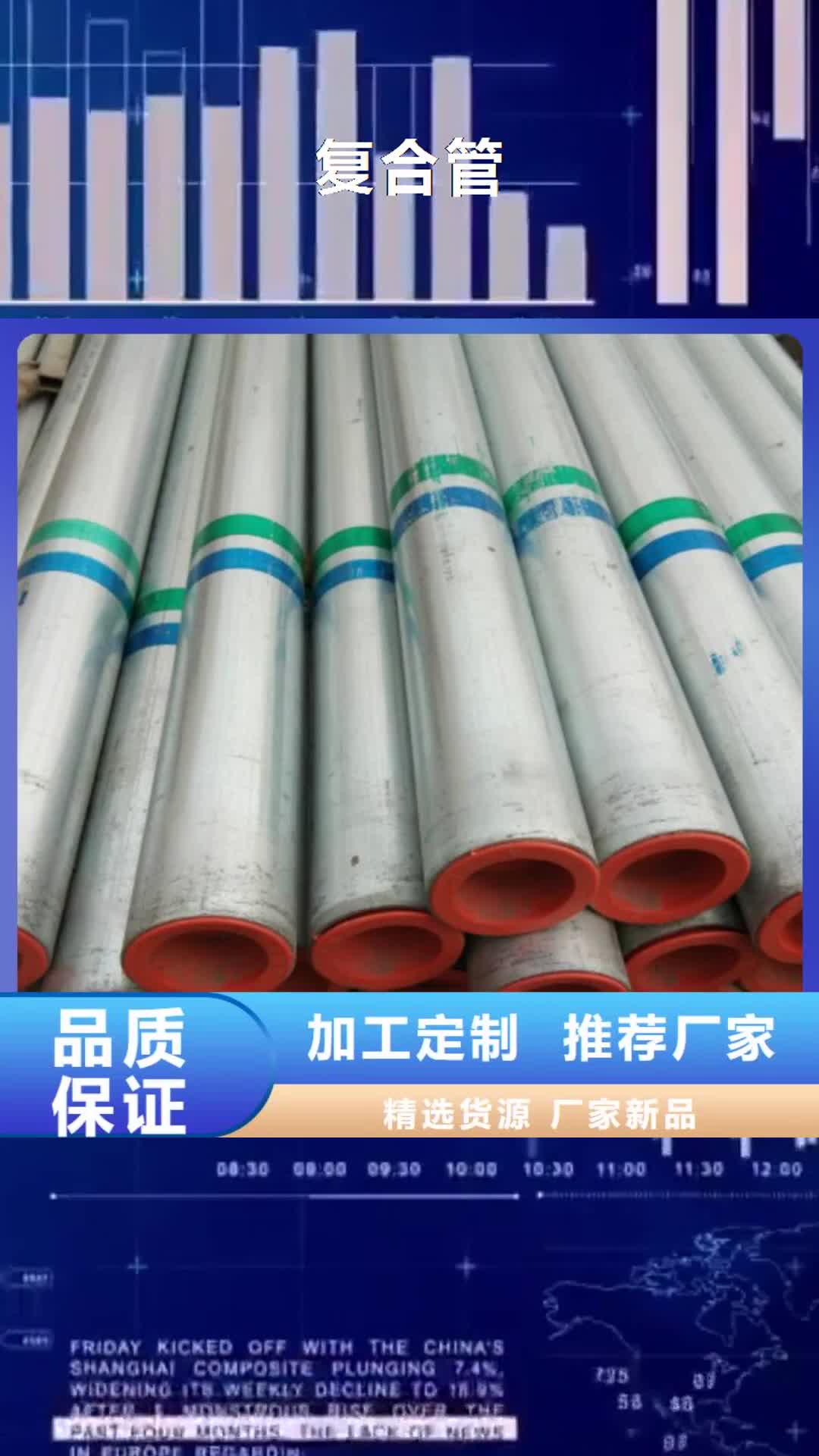
编#钢材产品从出厂到客户的过程中需要运输、存放等环节,需要做好钢材包装工作,钢材的包装依据品种类别以及材质区别进行包装,以钢带或钢条捆扎打包.如果是钢材出口需要依据客户要求及船运中途需中转次数、运输周期、防锈处理等,请事先提供详细要求图案材料,以便我么有充分时间采购包装材料再派人打包。(依据实际包装要求收费)。镀锌角钢分为热镀锌角钢和冷镀锌角钢。热镀锌角钢也叫热浸镀锌角钢或热浸锌角钢。冷镀锌涂料主要通过电化学原理保证锌粉与钢材的充分接触,产生电极电位差来进行防腐。热镀锌角钢 热镀锌角钢也叫热浸镀锌角钢或热浸锌角钢。是将除锈后的角钢浸入500℃左右融化的锌液中,使角钢表面附着锌层,从而起到防腐的目的,适用于各种强酸、碱雾气等强腐蚀环境中。 流程:热镀锌角钢工艺流程:角钢酸洗→水洗→浸助镀溶剂→烘干预热→挂镀→冷却→钝化→清洗→打磨→热镀锌完工。 热镀锌角钢的镀锌层厚度均匀,可达30-50um,可靠性好,镀锌层与钢材间是冶金结合,成为钢表面的一部份,因此热镀锌角钢的镀层持久性较为可靠。热镀锌角钢的原材料为角钢,所以分类于角钢相同 关于物流运输 百丰实业在唐山地区拥有自有仓库,能满足钢铁往来过程中所涉及的仓储需求。与之配套的还有一支物流配送团队合作。从提货、出库、入库,到与各方各面关系的协调都颇有经验,能够及时、有效地应对突发状况,资源的畅通,按时、按需完成指定任务。冷镀锌工艺用于保护金属防止腐蚀,为此利用了锌填料的涂料,在利用任何一种涂敷的方法将其涂在被保护表面,干燥之后形成锌填料涂层,在干燥涂层中具有含量的锌(达到95%)。适合于修理工作(即在修理工作过程中,仅在被保护的钢表面损伤的地方,只要修理好表面就可以重新涂敷)。冷镀锌工艺用于各种钢制品和构筑物的防腐。

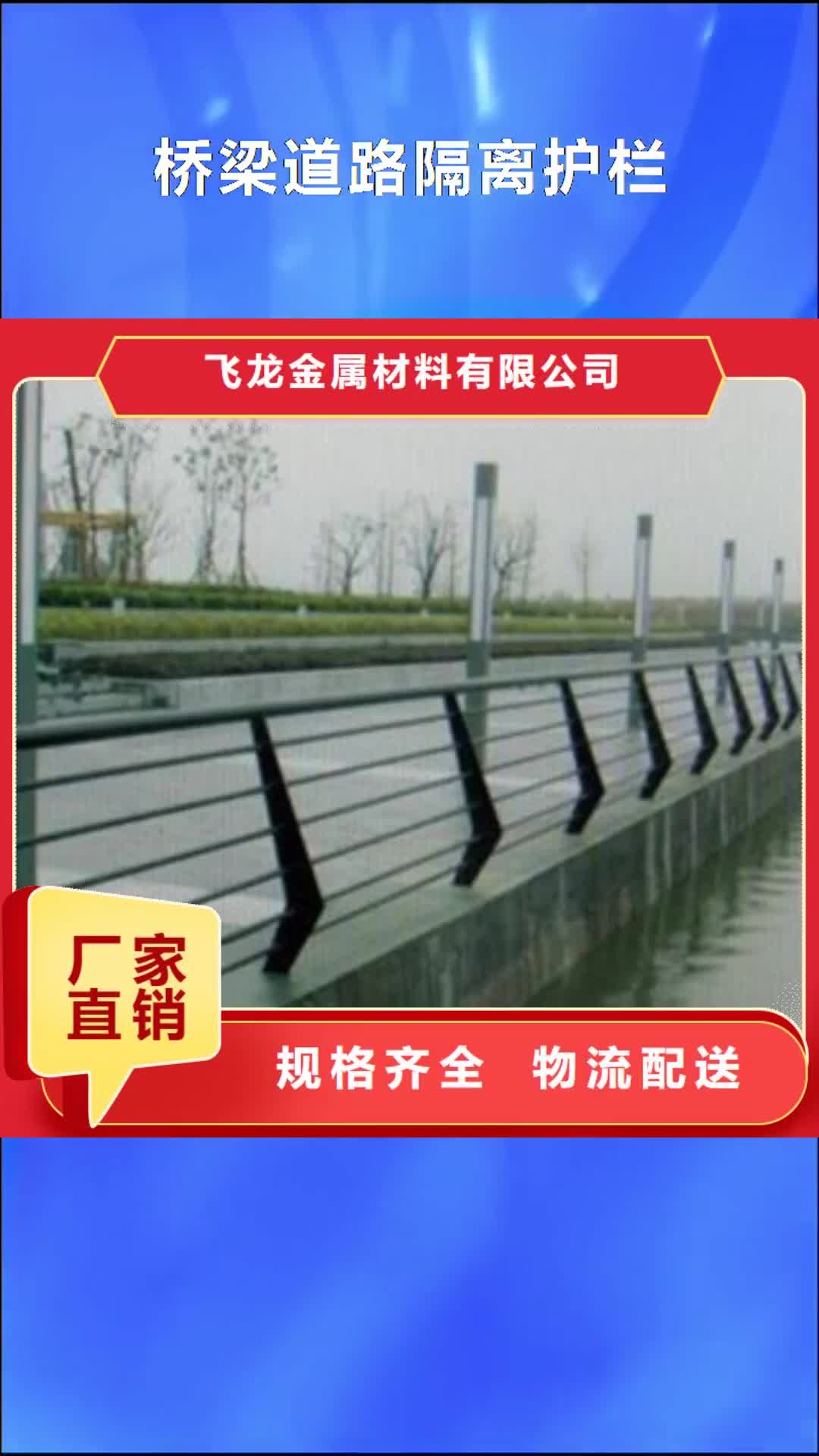
一、H型钢焊接 H型钢组立合格后吊入龙门式自动埋弧焊接机上进行焊接。焊接前应焊缝区域存 在的铁锈、毛刺、氧化物、油污等杂质。首先在两端加装与构件材质相同的引弧板和熄弧板,焊缝引出长度不应小于50mm。再用陶瓷电加热器将焊缝两侧100mm范围内进行预热,预热温度为80到120°C,加热过程中用红外线测温仪进行测量,防止加热温度过高,待加热至规定温度后即可进行焊接。 焊接方法采用门式埋弧焊进行自动焊接。如果板厚小于40mm,则每道焊缝一次焊满,然后进行相应的翻身,如果腹板厚度大于40mm,则每道焊缝一次不要焊满,通过多次的翻身转动,来减少焊接变形。 进行埋弧焊焊接时,焊脚高度应满足设计图纸要求,焊接过程中应观察焊丝的位置,及时调整,避免焊丝跑偏。焊接过程中如发生断弧,接头部位焊缝应打磨出不小于1:4的过渡坡才能继续施焊。 焊接完成后,除去焊缝表面熔渣及两侧飞溅物,用气割割除引弧板和引出板,将割口 修磨平整,严禁用锤击落。二、焊接H型钢矫正 焊接H型钢焊接完成后应进行校正,校正分机械矫正和火焰矫正两种形式,其中焊接角变形采用火焰烘烤或用H型钢翼缘矫正机进行机械矫正,矫正后的钢材表面不应有明显的划痕或损伤,划痕深度不得大于0. 5mm。弯曲、扭曲变形采用火焰矫正,矫正温度控制在800到900°C,且不得有过烧现象。钢结构工程是一个系统工程,它包括设计、加工制造和施工安装三个过程。了解钢结构各个组成部分的加工制造过程对于结构工程师而言是十分必要的。钢结构的加工制作与安装均应满足现行 标准《钢结构工程施工规范》GB 50755及《钢结构工程施工质量验收规范》GB 50205的相关要求,钢结构工程的焊接亦应遵照现行 标准《钢结构焊接规范》GB 50661的规定。 现在我们来讲解一下,钢结构工程中使用较多的H型钢加工制作内容。

冷镀锌涂料主要通过电化学原理来进行防腐,因此必须保证锌粉与钢材的充分接触,产生电极电位差,所以钢材表面处理很重要。喷涂冷镀锌前,应选择机械除锈(喷砂、抛丸等),使钢材表面清洁度达到ISO 85O1—1 Sa 2.5级,相当于GB 8923 Sa 2.5级。它的文字定义为:“钢材经过机械除锈后,表面无油、无锈,无氧化皮及其他的污物,或仅留轻的痕迹;95%钢材表面受到钢丸(砂)冲击,露出金属的光泽。” 对于表面处理质量的另一个指标——粗糙度,不同冷镀锌材料对粗糙度的要求不同。在锌加(Zinga)的施工说明中,要求平均粗糙度Ra=12.5 ,即粗糙度Rz=55~75米。在“强力锌”及“罗巴鲁”施工说明书中,对粗糙度的要求略低,Rz=40~60米。 如果冷镀锌单独成膜,作为防腐涂层时,表面粗糙度可控制得略小一点,以保证冷镀锌的涂层厚度;而当冷镀锌作为重防腐涂料的底层,总配套涂层厚度大于180米时,为保证整个涂层的附着力,钢材表面粗糙度Rz应大于60米。1、处理费用低:热浸镀锌防锈的费用要比其他漆料涂层的费用低; 2、持久耐用:热镀锌角钢具有表面光泽,锌层均匀,无漏镀,无滴溜,附着力强,抗腐蚀能力强的特性,在郊区环境下,标准的热镀锌防锈厚度可保持50年以上而不必修补;在市区或近海区域,标准的热镀锌防锈层则可保持20年而不必修补; 3、可靠性好:镀锌层与钢材间是冶金结合,成为钢表面的一部份,因此镀层的持久性较为可靠; 4、镀层的韧性强:镀锌层形成一种特别的冶金结构,这种结构能承受在运送及使用时受到机械损伤; 5、性保护:镀件的每一部分都能镀上锌,即使在凹陷处、尖角及隐藏处都能受到保护; 6、省时省力:镀锌过程要比其他的涂层施工法更快捷,并且可避免安装后在工地上涂刷所需的时间。






大家都爱看